Het referentieproces voor aspectonderdelen en grootformaat kunststofonderdelen
Vacuüm thermovormen is de meest gebruikte thermovormingstechniek in de industrie. Het is de techniek die het hart vormt van onze productie van thermogevormde onderdelen en ook die waarvoor wij de grootste beheersing hebben met meer dan 50 jaar ervaring.
Wat is vacuüm thermovormen?
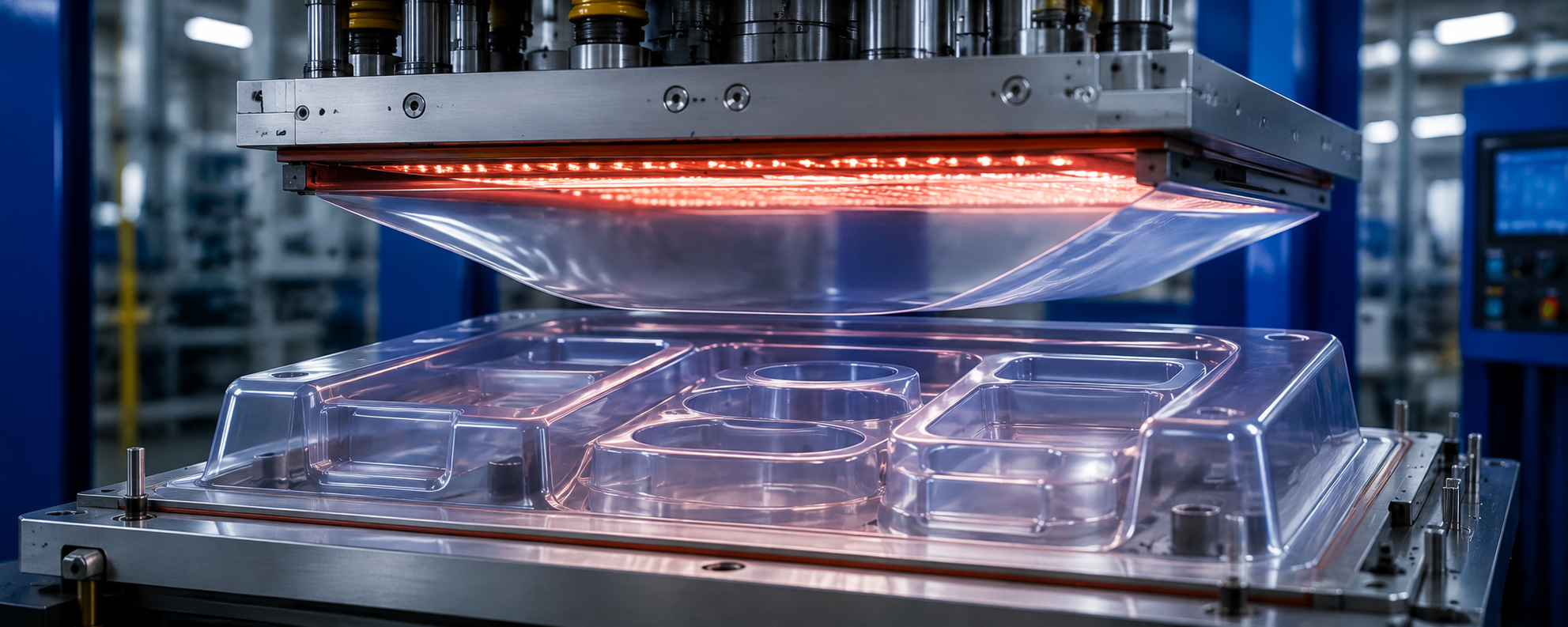
Vacuüm thermovormen bestaat uit het verhitten van een thermoplastische folie of plaat tot de verzachtingstemperatuur, waarna een onderdruk wordt gecreëerd tussen de folie en de mal. Deze zuiging drukt het materiaal met precisie en uniformiteit tegen het oppervlak van de tooling aan. Na afkoeling behoudt het onderdeel de vorm van de mal en kan worden ontvorm, getrimd en gefreesd volgens de specificaties van het lastenboek.
De onderdruk speelt een sleutelrol in de kwaliteit van het uiteindelijke resultaat. Ze verzekert een homogeen contact tussen het materiaal en de mal over het volledige oppervlak en garandeert de naleving van afmetingen, details en krommingen. Dit vermijdt zones met onregelmatige diktes die kunnen optreden bij andere vormgevingsprocessen.
De voordelen van vacuüm thermovormen voor industriëlen
Beheerste toolingkosten
Mallen voor vacuüm thermovormen zijn aanzienlijk minder kostbaar dan kunststofspuitgiettooling. Een gefreesd aluminium mal of epoxyharsmal vertegenwoordigt een toegankelijke investering vanaf de eerste tientallen onderdelen, waardoor dit proces bijzonder relevant is voor kleine series, evoluerende producties en projecten die meerdere varianten vereisen.
Voor grootformaat onderdelen
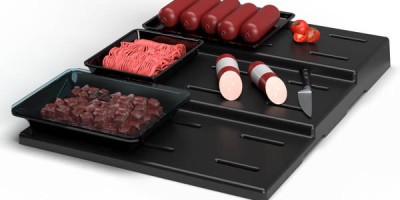
Vacuüm thermovormen maakt het mogelijk zeer grootformaatonderdelen te produceren, iets wat kunststofspuitgieten niet kan realiseren binnen hetzelfde budget. Machinebekledingen, beschermingspanelen, industriële bakken of grootformaatkapjes worden bij Plastisart geproduceerd met afmetingen die voor bepaalde projecten tot meerdere meters reiken.
Oppervlakteafwerking trouw aan de mal
Het oppervlak van de mal maakt het mogelijk verschillende texturen voor de onderdelen te realiseren. Zo geeft een gepolijst maloppervlak een glanzend onderdeel, terwijl een gezandstraalde mal een matte of gekorelde uitstraling geeft. Deze beheersing van de oppervlakteafwerking is bijzonder nuttig voor aspectonderdelen die zichtbaar zijn op het eindproduct.
Snelle productieopstart en kortere doorlooptijden
Tussen de validatie van het fabricagedossier en de levering van de eerste onderdelen zijn de doorlooptijden aanzienlijk korter dan bij kunststofspuitgieten. De vervaardiging van vacuüm thermovormingstooling is sneller, en eventuele aanpassingen tijdens het project kunnen op een aluminium mal worden uitgevoerd zonder nieuwe tooling te beginnen.
Twee verschillende onderdeel typologieën
Vacuüm thermovormen is van toepassing op twee types onderdelen afhankelijk van de dikte van de beginkunststoffolie of -plaat.
Dunne dikte (onder 2 mm)
Vaak gebruikt voor lichtere onderdelen, beschermingsschalen, bakken en componenten met een eenvoudige geometrie die geen productie met hoge cadans vereisen.
Dikke maatvoeringen (boven 2 mm en tot meer dan 10 mm afhankelijk van de materialen)
Dit is de dikte die Plastisart het meest beheerst voor de productie van technische industriële onderdelen zoals machinekapjes, robotbekleding, beschermende structuren en componenten van medische apparatuur. Met onze ervaring hebben wij de beheersing van zoneverwarming, het beheer van materiaalkrimp en bovenal de naleving van de in de ontwerptekeningen voorziene afmetingen.
Onze materialen geschikt voor vacuüm thermovormen
Niet alle thermoplastische materialen zijn thermovormbaar. Bij Plastisart vacuümvormen wij de volgende materialen volgens de vereisten van uw project:
De materiaalkeuze wordt volgens uw behoeften gedefinieerd door ons ontwerpbureau, rekening houdend met de nodige mechanische eigenschappen, gebruiksomstandigheden, afwerkingsvereisten en sectorbeperkingen.
Aanvullend frezen is noodzakelijk
Een vacuüm thermogevormd onderdeel is zelden een afgewerkt onderdeel bij het verlaten van de mal. Het vereist over het algemeen trimfrezen om het overtollige materiaal rond de contour te verwijderen, evenals boringen, freesoperaties en precisiefreesoperaties om de in het fabricagedossier gedefinieerde assemblagepunten te creëren. Onze CNC 3 en 5-assige bewerkingscentra maken het mogelijk deze bewerkingen met precisie uit te voeren, rechtstreeks in continuïteit met het thermovormen, zonder van partner te veranderen.
Onze verschillende toepassingssectoren
Industriesector
Machineafschermingen, apparaatbeschermingen en structurele onderdelen voor veeleisende industriële omgevingen.
Medische sector & Gezondheid
Deksels, beschermingen en transparante onderdelen voor medische apparatuur in cleanrooms of operatiekamers.
Luchtvaart- en defensiesector
Cockpitkappen, optische krommingen en lichtgewicht onderdelen voor luchtvaart- en defensietoepassingen.
Auto- en transportsector
Voorruiten van speciale voertuigen, cabinebeglazingen en visuele beschermingen voor transportvoertuigen.
Agrovoedingssector
Onderdelen in voedingsveilige materialen (PETG, PMMA) aangepast aan hygiëne- en reinigingseisen.
Communicatie- & Evenementensector
Displays, koepels en gebogen visuele elementen voor stands, beurzen en evenementensignalisatie.
Cosmeticabranche
Gebogen esthetische onderdelen voor hoogwaardige verpakkingen en presentatievitrines.
Kantoorsector
Beschermingen, scheidingswanden en ergonomische gebogen onderdelen voor kantoormeubilair en -apparatuur.
Bouw- en Constructiesector
Architecturale krommingen, beglazingen en decoratieve kunststofelementen voor de bouwsector.
Energie- & Milieusector
Gebogen deksels en beschermingen voor energie-installaties en milieu-uitrusting.
Sport- en vrijetijdssector
Transparante of getinte onderdelen voor sportuitrusting, recreatievoertuigen en visuele beschermingen.
Waarom Plastisart kiezen voor vacuüm thermovormen?
Nauwkeurigheid, reactiesnelheid en besparing op tooling
Vacuüm thermovormen is een proces dat ontwerpflexibiliteit en superieure oppervlaktekwaliteit biedt met een onklopbare prijs-kwaliteitsverhouding. Bij Plastisart is het geïntegreerd in een volledig aanbod dat gaat van het malontwerp tot de levering van het afgewerkte, gefreesd en gecontroleerde onderdeel.
FAQ
Wat is het verschil tussen vacuüm thermovormen en druk thermovormen?
Deze twee processen zijn complementair, niet concurrerend. Vacuüm thermovormen gebruikt alleen onderdruk om het materiaal te vormen: het is het meest toegankelijke proces, met de laagste toolingkosten. Het is ideaal voor grote oppervlakken, aspectonderdelen en matig diepe geometrieën.
Druk thermovormen voegt persluchtoverdruk toe aan de tegenovergestelde zijde van de onderdruk, waardoor fijnere details, scherpere hoeken en een betere dikte-verdeling kunnen worden verkregen op onderdelen met complexe geometrie of diepe treksterkte. De toolingkosten zijn iets hoger, maar de verkregen precisie is groter.
Kan een matte, glanzende of gekorelde uitstraling rechtstreeks uit de mal worden verkregen?
Ja, absoluut. Het kunststof volgt getrouw de oppervlaktetoestand van de tooling onder het effect van het vacuüm. Een gepolijste mal geeft een glanzend onderdeel, terwijl een gezandstraalde of getextureerde mal rechtstreeks een matte of gekorelde uitstraling aan uw component doorgeeft. Dit vermijdt de verfstap voor vele aspectonderdelen.
Wat zijn de productieopstarttijden in vergelijking met kunststofspuitgieten?
De doorlooptijden zijn aanzienlijk korter. Het ontwerp en frezen van een vacuüm thermovormingsmal in hars of aluminium vereist veel minder tijd dan een stalen spuitgietmal. U ontvangt dus uw eerste serieonderdelen veel sneller, en toolingwijzigingen tijdens het project blijven eenvoudig en wendbaar.
Komen onderdelen gebruiksklaar uit de mal na het thermovormen?
Nee, een ruw thermogevormd onderdeel vereist altijd een afwerkingsstap. Bij het verlaten van de mal is het omgeven door overtollig materiaal. Wij gebruiken onze CNC 3 en 5-assige bewerkingscentra om nauwkeurig trimfrezen van contouren uit te voeren, evenals de boringen, vensters en freesoperaties die onmisbaar zijn voor de assemblage van uw onderdeel.